
AGUIAR, M.S. 1, MIRANDA, R. C.2, PEREIRA, M.S.3, CRAVEIRO, D.S 4, MELO, I.A 5
1 Optimus – Soluções em Engenharia de Processos, e-mail: matheus@optimus.eng.br
2 Optimus – Soluções em Engenharia de Processos, e-mail: rodrigo@optimus.eng.br
3 AngloGold Ashanti – Mineração Serra Grande, e-mail: MSPereira@AngloGoldAshanti.com.br
4 AngloGold Ashanti – Mineração Serra Grande, e-mail: DSCraveiro@AngloGoldAshanti.com.br
5 AngloGold Ashanti – Mineração Serra Grande, e-mail: IAMelo@AngloGoldAshanti.com.br
RESUMO
A automação e controle de processos industriais se faz cada vez mais presente nas etapas produtivas do setor de mineração. A etapa de moagem tem importância fundamental em plantas metalúrgicas, tanto para adequar a granulometria do material para os demais processos quanto aos custos empregados no gasto de energia elétrica. Este setor pode ser altamente beneficiado ao implementar-se sistemas de controle que maximizem a produção respeitando os limites dos equipamentos, reduzam a variabilidade e garantam maior autonomia aos operadores. O presente trabalho tem por objetivo apresentar um sistema de controle projetado para a área de moagem da operação Serra Grande, pertencente a companhia AngloGold Ashanti.
PALAVRAS-CHAVE: Sistemas de controle avançado, Automação, Otimização de processos, Moagem.
ABSTRACT
The automation and control of industrial processes is increasingly present in the productive stages of the mining sector. The grinding step is of fundamental importance in metallurgical plants, both to adjust the granulometry of the material for the other processes and the costs used in the expenditure of electric energy. This sector can be highly benefited by implementing control systems that maximize production while respecting equipment limits, reduce variability and guarantee greater autonomy to operators. The present work aims to present a control system designed for the grinding area of the Serra Grande operation, belonging to the AngloGold Ashanti company.
KEYWORDS: Advanced control systems, Automation, Process optimization, Milling.
1. INTRODUÇÃO
A Unidade Mineração Serra Grande (MSG) da Anglogold Ashanti, localizada no município de Crixás – GO, é a principal produtora e exportadora de ouro no estado. A produção de ouro na unidade teve início no ano de 1989. Desde então, já foram mais de 4,4 milhões de onças de ouro produzidas, tendo como fonte extrativa três minas subterrâneas e duas minas a céu aberto. O processo de beneficiamento na planta trata o minério proveniente de todas as minas, a rota de processo existente contempla uma etapa denominada tratamento mecânico, que consiste nas etapas de britagem, moagem, gravimetria e espessamento; e uma etapa denominada tratamento químico, que contempla os estágios de CIL (carbon in leach – lixiviação e adsorção), eluição e eletrólise.
A área da moagem da planta é composta por duas linhas independentes utilizando moinhos de bolas em circuito fechado com classificação granulométrica por hidrociclones. O material moído do moinho é vazado em uma caixa de descarga, onde insere água a polpa para o bombeamento para os hidrociclones. O material com granulometria 80% passante (P80) menor que 150 mesh é classificado e segue para o processo de lixiviação. O underflow dos hidrociclones passa por uma peneira que classifica para concentração por gravimetria. O material rejeitado por esta peneira é enviado para a entrada do moinho fechando o circuito de moagem.
Chaves (2006) destaca que o controle automático de moinho de bolas é uma característica cada vez mais presente nos processos de mineração, uma vez que o efeito de uma moagem eficiente é refletido nos processos subsequentes dos circuitos. Ainda de acordo com o autor, dentre as variáveis do processo de moagem que podem ser controladas estão a porcentagem de sólidos dentro do moinho, a distribuição granulométrica do produto da moagem e a carga circulante. Em determinados casos, a estratégia de controle varia a adição de água na alimentação do hidrociclone, consequentemente variando o diâmetro do seu corte.
Finkie (2003) apurou a influência da densidade da polpa no desempenho de hidrociclones. As conclusões obtidas indicam que a densidade tem grande relevância no processo de classificação ao utilizar-se hidrociclones. Constatou-se que tanto o d50, isto é, o diâmetro de partículas com 50% de probabilidade de ir para overflow, quanto a inclinação da curva de partição aumentam ao passo que a densidade das partículas diminui. Segundo Chaves (2012), partículas com maior densidade sofrem separação em menor diâmetro quando comparadas a partículas com menor densidade. Isso deve-se a força centrífuga que é maior em partículas mais densas.
De acordo com Luz et al (2010), a pressão de operação de um sistema de hidrociclones está diretamente relacionada com o campo centrífugo do equipamento. Devido a isso, uma maior pressão no sistema irá ocasionar um campo centrífugo de maior intensidade, aumentando a probabilidade de decantação das partículas com menores diâmetros e reduzindo o corte do hidrociclone. Sendo assim, a velocidade de rotação da bomba da caixa de descarga tem uma relação direta com o corte dos hidrociclones, já que ao manipular-se a rotação da bomba a pressão do sistema também é alterada.
2. MATERIAL E MÉTODOS
Os sistemas de controle para a área da moagem foram projetados visando atender as particularidades de cada um dos moinhos. O Moinho 1 tem um medidor de granulometria on-line (PSA) fornecendo medidas do passante em 150 mesh instantâneos, permitindo ao sistema de controle realizar o ajuste desta variável de forma contínua. Já o Moinho 2, os valores de granulometria são obtidos através de análise laboratorial a cada duas horas. Devido a isso, o controle deste moinho é realizado por inferência, através de um modelo matemático do sistema e seus parâmetros são ajustados a cada atualização da granulometria.
Em ambas as linhas de moagem ocorre a adição controlada de água, tanto na entrada do moinho quanto em sua descarga. Os valores definidos para a vazão de água na entrada do moinho foram obtidos a partir de um estudo por simulação desse processo de moagem, realizado pela Optimus Engenharia. Foram simulados diversos cenários, obtendo-se assim o valor de vazão que oferta o maior ganho para a produção. Já a manipulação da vazão de água na descarga é realizada tanto para facilitar o bombeamento da polpa após a sua passagem pelo moinho, quanto para controlar sua densidade.
2.1 Maestro, sistema de controle avançado de processos
A solução utilizada neste trabalho para implementação de um sistema de controle é composta pelo software Maestro em conjunto com o sistema de automação da planta. O Maestro é um sistema robusto e leve concebido para aplicações de controle avançado de processos. Desenvolvido pela Optimus Engenharia para atender as demandas das indústrias, oferecendo melhorias e desempenho para o controle de seus processos. O Maestro utiliza o conceito de diagramas de blocos e estrutura modular para a configuração das estratégias de controle, o que permite flexibilidade e escalabilidade para suas aplicações.
A integração do Maestro com o sistema de automação da planta é feita através de comunicação pelo protocolo OPC (Ole Process Control) e a sua parametrização é realizada pelo próprio operador na tela de operação, onde todos os limites (máximos e mínimos) e demandas do controle (set points) são inseridos.
2.2 Estratégias de controle projetadas
O sistema de controle do processo de moagem da planta, alvo deste trabalho, foi projetado para atender as demandas operacionais advindas das necessidades mencionadas anteriormente. Limitadores do processo tais como valores de taxas e aberturas máximas e mínimas de válvulas são configurados pelo operador de modo que a integridade física de todo o sistema seja preservada.
A Figura 1 ilustra a estratégia de controle projetada para as duas linhas de moagem.
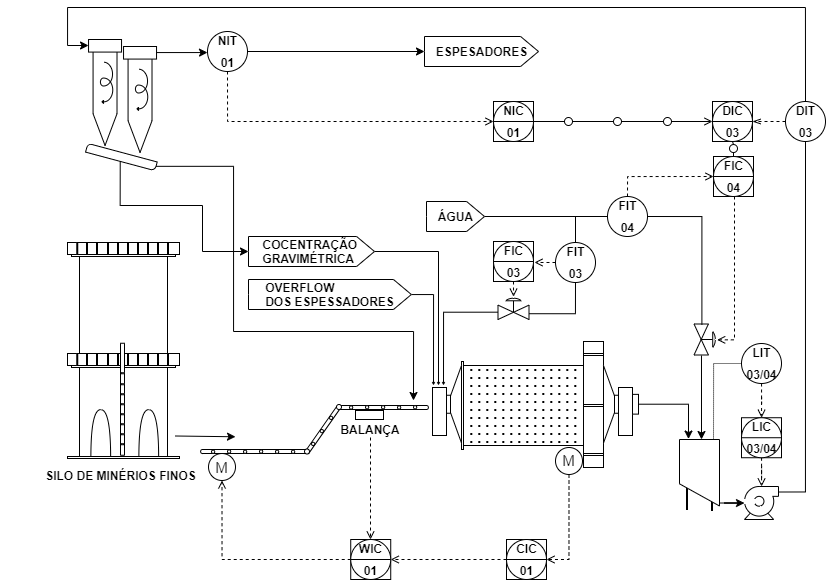
Figura 1 – Estratégia de controle projetada para os sistemas de moagem.
A principal estratégia do controle de granulometria é composta por uma cascata com três controladores, sendo o mestre o NIC01. A partir da leitura do valor de granulometria da polpa, este controlador calcula um pedido de densidade para o DIC03 que solicita uma vazão da água para o FIC04, responsável por controlar a vazão de água na caixa de descarga manipulando uma válvula.
Visando maior estabilidade na pressão do sistema projetou-se o FIC03, sendo este responsável por controlar a vazão de água na entrada do moinho. Este controlador foi configurado com uma estratégia antecipatória para compensar a vazão de material proveniente da concentração gravimétrica. No momento em que se inicia a lavagem dos concentradores o FIC03 realiza a compensação do envio de material que é cessado da concentração gravimétrica aumentando a vazão de água na entrada do moinho, garantindo-se assim um nível mais estável na caixa de descarga, sem grandes flutuações devido a mudança repentina da quantidade de material no sistema.
Objetivando uma pressão estável no sistema de hidrociclones para obter um diâmetro de corte constante, o controlador FIC03/04 foram ajustados para operar a bomba de sucção da caixa de descarga suavemente, permitindo variações no nível e consequentemente reduzindo a ação da bomba no sistema, garantindo uma pressão estável nos hidrociclones e mantendo o nível da caixa de descarga dentro de seus limites.
A potência elétrica consumida pelo moinho é controlada pelo CIC01 através da manipulação da taxa de alimentação do equipamento. Este tem como objetivo a máxima taxa de alimentação do sistema mantendo a potência dentro dos limites operacionais, garantindo assim uma maximização da produção ao mesmo passo em que conserva a qualidade do processo de moagem.
3. RESULTADOS E DISCUSSÃO
A estratégia de controle projetada possibilitou uma operação estável. A estabilidade ofertada pelo controle permitiu um aumento na taxa de alimentação dos moinhos, aumentando significativamente os níveis de produção e mantendo a qualidade da moagem. Além disso, o ajuste automático dos parâmetros garantiu aos operadores maior autonomia ao atuar no processo, diminuindo a necessidade de observações e ajustes manuais constantes.
As figuras a seguir apresentam um período de operação do sistema de controle projetado em operação do Moinho 1.
Observando a Fig.2 fica nítido a ação do controle de potência do moinho manipulando a taxa de alimentação dentro de seus limites, definidos pelo traçado em amarelo. Além disso, nota-se o controle da potência em torno do setpoint definido pelo operador.
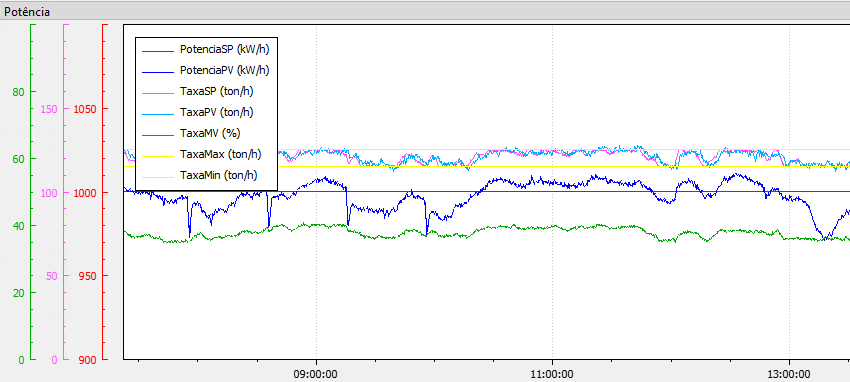
Figura 2. Período de operação do controlador CIC01.
Fluxos de materiais provenientes de outras áreas do processo são descarregadas na entrada dos moinhos causando perturbações no processo e dificultando a atuação do sistema de controle. Um exemplo do explicitado é o material proveniente da concentração gravimétrica. Durante seu funcionamento, uma vazão de material é enviada de forma constante a entrada do moinho e é cessada quando o processo de lavagem dos concentradores é iniciado. No momento em que ocorre a interrupção do envio deste material, o nível da caixa de descarga é afetado fortemente. Como o nível da caixa de descarga é controlado através manipulação da rotação de uma bomba centrífuga, perturbações com grandes amplitudes podem demandar uma alteração brusca na velocidade de rotação da bomba para que possam ser corrigidas a tempo, mantendo-se a caixa entre seus níveis mínimos e máximos. A Fig. 4 ilustra o fato mencionado neste parágrafo.
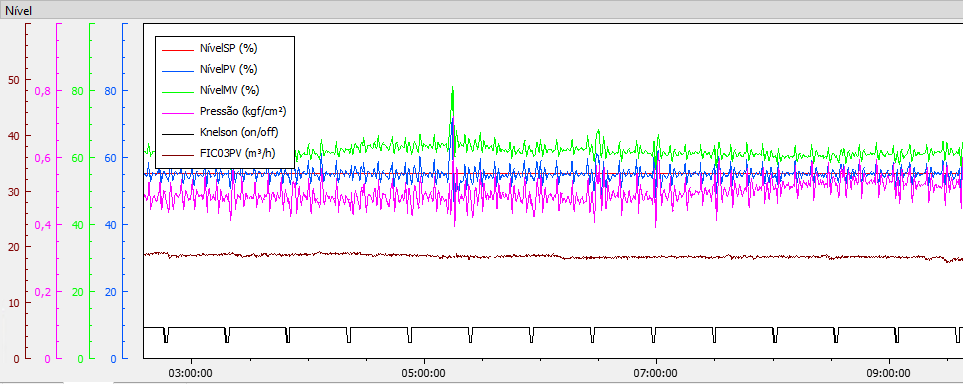
Figura 3. Período de operação dos controladores LIC03/04 e FIC03.
Ao analisar a Fig.4 é possível verificar a ação antecipatória do controlador FIC03 nos momentos em que a lavagem dos concentradores gravimétricos é iniciada, sendo indicada por Knelson (on/off). Além do mais, nota-se uma pressão estável e baixa variabilidade na rotação da bomba da caixa de descarga, indicada por NívelMV.
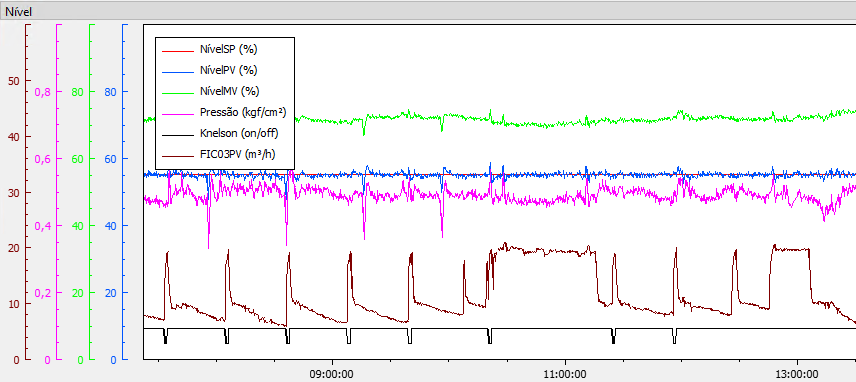
Figura 4. Período de operação dos controladores LIC03/04 e FIC03.
Através da Fig.4 é possível concluir que o controlador DIC01 é efetivo em manter a densidade em valores próximos ao setpoint definido pelo operador. Limitações físicas do processo tangenciam a ação do controle em determinados momentos. Tal caraterística garante o bom funcionamento da moagem, mas limita o sistema de controle no que diz respeito a atender os valores pedidos pelo operador.
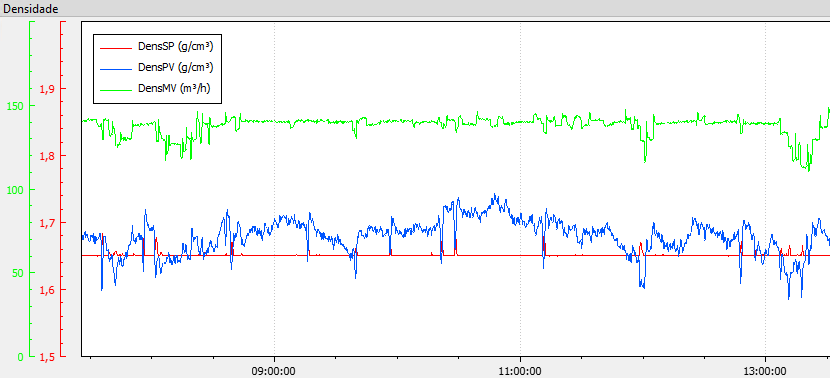
Figura 5. Período de operação do controlador DIC01.
Os efeitos das limitações físicas ficam mais claros ao analisar-se a Fig.5. É nítido um erro entre o valor pedido e o valor de processo, mesmo com o controlador (NIC01) atuando na variável manipulada deste controlador (Setpoint do controlador DIC01). O período de operação apresentado na Fig.5 demanda além de valores de densidade maiores que os limites definidos, maiores valores de vazão de água injetada na caixa de descarga.
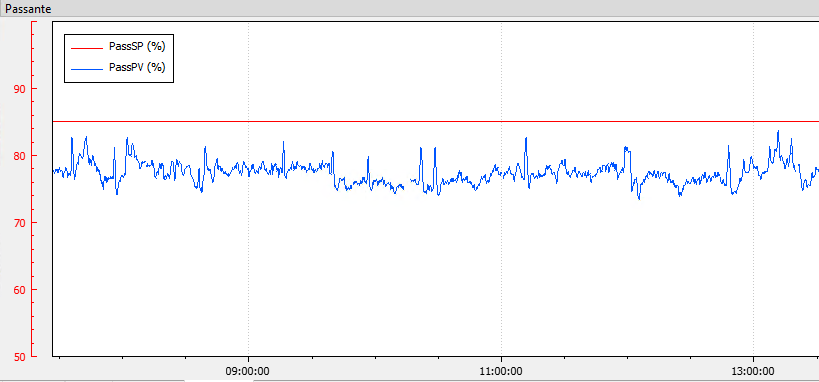
Figura 6. Período de operação do controlador NIC01.
Todas as limitações físicas e operacionais dos equipamentos são respeitadas e o sistema de controle obedece aos valores inseridos pelo operador em sua configuração. Diante de qualquer falha de comunicação entre o sistema de controle realizado pelo Maestro e o sistema de automação da planta, um alerta é emitido na tela de operação e o controle é transferido automaticamente para o operador.
Melhorias podem ser obtidas ao se medir demais correntes de materiais nos circuitos de moagem e considera-las no sistema de controle. Um exemplo disso seria a medição da carga circulante no processo. Ao considerar a quantidade de material proveniente do reciclo de material que entra no moinho, os controladores do sistema podem tomar ações antecipatórias aumentando ainda mais a estabilidade do sistema.
Maiores ganhos no sistema podem ser obtidos ao reavaliar-se os valores inseridos pelos operadores tanto nos setpoints quanto nos limites de processo. Quanto maior a amplitude de atuação do sistema de controle, maior pode ser a sua assertividade devido a baixa condição de saturação dos controladores.
4. CONCLUSÕES
O controle de variáveis de processo apontadas na literatura como parâmetros vitais para o processo de moagem se mostra uma estratégia assertiva.
A manipulação da taxa de alimentação em função da energia consumida pelo moinho garantiu uma moagem estável e constante, reduzindo a necessidade de paradas por baixa potência e garantindo uma quebra eficiente do minério.
O controle da granulometria manipulando a densidade da polpa possibilitou um ajuste rápido desta variável, não sendo necessário aguardar o efeito da variação da densidade na granulometria para então realizar-se um acerto.
A operação suave da bomba de sucção da caixa de descarga garante um cenário de pressão estável nos hidrociclones, possibilitando um diâmetro de corte constante e fornecendo um material ajustado aos parâmetros necessários aos processos subsequentes da planta.
De modo geral, o emprego de um sistema de controle avançado ofertou uma estabilidade operacional sem precedentes, mesmo não contemplando todo o material que circula nos circuitos de moagem.
5. AGRADECIMENTOS
Os autores agradecem a AngloGold Ashanti pela oportunidade de implantação do sistema de controle apresentado neste trabalho e pela permissão para publicar o resultado deste projeto.
6. REFERÊNCIAS
CHAVES, Arthur Pinto; PERES, A. E. C. Britagem, peneiramento e moagem. São Paulo: Editora Signus, 2006.
CHAVES, A. P. Teoria e prática do tratamento de minérios: bombeamento de polpa e classificação, 4. ed. São Paulo: Oficina de Textos, 2012. v.1.
LUZ, A. B.; SAMPAIO, J. A.; FRANÇA, S. C. A. Tratamento de Minérios. 5ª ed. Rio de Janeiro: CETEM – MCT, 2010,
FINKIE, R. L. Influência da densidade de partículas no desempenho do ciclone. 2003. 92p. Dissertação de Mestrado – Universidade de São Paulo, São Paulo – SP, 2003.
Se você quiser saber mais sobre a Indústria 4.0 e como implementá-la entre em contato conosco! Cheque nossas soluções!




