
O controle automático é utilizado para manter as variáveis importantes para a boa operação de uma planta industrial em torno de um valor desejado. Isto é equivalente na prática a reduzir sua variabilidade, ou seja, seu desvio do ponto desejado. Existe uma variabilidade inerente que está sempre presente em uma planta de processo, e é causada primariamente por diversos fatores como variações de capacidade de produção, variação na qualidade da matéria-prima, variação de condições ambientais, variações de campanhas e especificações dos produtos, operação em condições afastadas das de projeto e erros de projeto em equipamentos de processo. Se não existisse esta variabilidade natural não seria necessária a utilização de controle automático.
Conforme verificamos na prática, nem sempre a adoção de controle automático convencional reduz a variabilidade de uma planta industrial. Aproximadamente 80% das malhas de controle em operação aumentam a variabilidade em vez de reduzi-la como seria esperado [1]. A variabilidade causada pelo próprio sistema de controle como defeitos em sensores e transmissores, válvulas de controle com folgas, atrito e histerese, controladores mal sintonizados e estratégias de controle erradas ou inadequadas somam-se aos inerentes ao processo aumentando a variabilidade total.
Benefícios Obtidos com o Controle Avançado
Os benefícios que podem ser obtidos com o uso de Controle Avançado em uma planta industrial estão sempre relacionados a reduzir a variabilidade de uma variável economicamente importante, chamada de variável crítica, e deslocar seu valor médio (“set-point”) mais próximo aos valores de especificações e limitações impostos pelo processo.
Considere um reator no qual o aumento da temperatura de reação leva a um aumento no rendimento do produto. Existe, entretanto, um valor máximo para esta temperatura acima do qual haverá uma degradação na qualidade do produto ultrapassando sua especificação. A operação com baixa temperatura acarretaria perda de rendimento e desperdício de matéria-prima, e a operação acima do limite causaria refugo ou perda do produto fora de especificação. Idealmente deveríamos operar com esta temperatura sempre no valor do limite máximo. A figura 1 mostra um gráfico típico de variação ao longo do tempo para três situações de diferente desempenho no controle desta variável crítica.
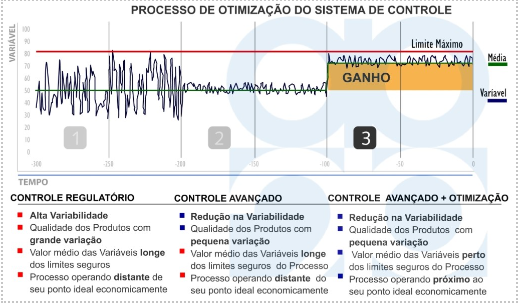
Figura 1 – Evolução de uma variável crítica no tempo
Na prática sempre existe variabilidade e teremos que operar com o valor médio desta temperatura abaixo do limite máximo de forma a não violar a especificação do produto conforme a situação 1. O uso de Controle Avançado permite reduzir a variabilidade (situação 2) e aproximar o valor médio do limite superior (situação 3). De forma geral, podemos sempre relacionar uma redução de variabilidade e aproximação do valor médio de uma variável crítica aos limites do processo com fatores econômicos da planta que poderão ser tipicamente um ou mais dos seguintes: Aumento na capacidade de produção; aumento no rendimento de produtos; redução de perdas; redução da sobre especificação; redução no consumo de energia; redução no consumo de produtos químicos; redução do custo operacional; melhor qualidade dos produtos; melhor qualidade dos efluentes líquidos e gasosos (podendo gerar crédito de carbono).
Os benefícios com Controle Avançado em plantas industriais devem ser sempre medidos e quantificados para que possamos justificar economicamente os investimentos. A maneira mais simples de fazer isto é quantificar estatisticamente a redução de variabilidade por meio de seu desvio padrão, e o deslocamento do valor médio antes e depois da implementação do CA relacionando este deslocamento com fatores econômicos do processo de produção.
Calculam-se os ganhos considerando que a redução da variabilidade de uma variável crítica torna possível o deslocamento de sua média em direção aos limites do processo, o que levaria a uma situação mais econômica. Os métodos utilizados e aceitos de modo geral estão descritos no artigo “Estimating control function benefits”, Hydrocarbon Processing, June 1991, pg. 68 [1].
Deslocamento da média:
DX = Deslocamento da média da variável crítica;
Xatual = Média da variável crítica antes da otimização do controle;
Xnovo = Média da variável crítica após a otimização do controle;
O benefício é calculado em função do deslocamento da média, usando a função econômica, que traduz este deslocamento da média da variável crítica em redução de custo ou aumento de lucro.
Onde: DY = Lucro obtido com o deslocamento da média da variável crítica;
f() = Função econômica que traduz este deslocamento da média da variável crítica em redução de custo ou aumento de lucro.
O deslocamento pode ser calculado considerando alguns critérios distintos como:
- Critério da igual percentagem de violação
No caso de existir alguma violação este critério pode ser aplicado.
∆X = Deslocamento do valor médio;
Snovo = Desvio padrão após melhor controle;
Satual = Desvio padrão atual;
XL = Valor do limite predominante;
Xatual = Valor da média atual.
- Critério da percentagem final de violação
No caso de não existir nenhuma violação este critério pode ser aplicado
∆X = Deslocamento do valor médio;
XL = Valor do limite predominante;
Xatual = Valor da média atual;
Snovo = Desvio padrão após melhor controle;
P(m) = Probabilidade de m % de violação.
Os valores de Xatual (média atual), Satual (desvio padrão atual) e o XL(limite) , são calculados a partir dos dados disponíveis.
O problema resume-se então a estimar o Snovo, ou seja, o desvio padrão com um melhor controle. Este desvio padrão pode ser estimado considerando-se o critério do controle com variância mínima. O desvio possível pelo controle “feed-back” com mínima variância pode ser estimado a partir do desvio padrão total e do desvio padrão de capacidade estimado (“capability”).
Sfbc = Desvio padrão mínimo que pode ser atingido com o controle realimentado;
Stot = Desvio padrão total;
Scap = Desvio padrão de capacidade estimado.
Na prática para estimar o desvio padrão da nova estratégia de controle, podemos considera uma redução mínima de 50% do desvio padrão existente (medido) da variável crítica.
Esta consideração é bastante conservativa e aceita como premissa geral em estudos de benefícios. É baseada no histórico de inúmeros casos de aplicação de controle avançado, que apresentam reduções sempre maiores, chegando a nova variabilidade a valores de 10% a 30% da anterior.
Referências
- G.D. Martin, L.E. Turpin, R.P. Cline, “Estimating control function benefits”, Hydrocarbon Processing, June/1991, pg. 68-73
- Gary L. Funk, “Industrial benefits of advanced process control”




