Otimização de Processos Aplicada na Indústria
Joaquim Ferreira Guimarães Neto (joaquim@fgcontrole.com.br)
Consultor em Otimização e Controle de Processo (*)
(Publicado na revista Intech América do Sul, número 135, Setembro/2011)
Nos últimos anos tem crescido dentro das indústrias de grande porte o interesse por aplicações práticas de sistemas de Otimização em Tempo Real (“RTO – Real Time Optimization”). Estes sistemas há muito tempo são objetos de trabalhos acadêmicos dentro das Universidades e Centros de Pesquisas. Recentemente passaram a ser oferecidos como produtos comerciais para aplicação em plantas industriais.
Tenho observado, na leitura de artigos técnicos e em conversas com profissionais da área, certa confusão entre o que seriam aplicações de RTO ou de Controle Avançado de Processo (“APC – Advanced Process Control”). Esta confusão pode ser em parte motivada pelo fato de algumas técnicas de APC, usadas inicialmente somente para melhorar o controle, terem ao longo do tempo incluído alguma forma de otimização.
Conceitualmente, as técnicas de APC procuram reduzir a variabilidade, enquanto as de RTO tem a função de deslocar o processo para um ponto mais econômico segundo um objetivo determinado. Na figura 1 podemos ver o efeito das técnicas de APC e de RTO agindo na evolução de uma variável de processo ao longo do tempo.
Em uma planta industrial o controle automático é usado para manter as variáveis importantes em torno de um valor desejado. Estas apresentam normalmente variabilidade causada por fatores como variações de capacidade de produção, variação na qualidade da matéria-prima, variação de condições ambientais, variações de campanhas e especificações dos produtos, operação em condições afastadas das de projeto ou erros de projeto em equipamentos de processo.
Considere um processo no qual o aumento da produção levaria a um aumento na rentabilidade do processo. A figura 1 mostra um gráfico típico de variação ao longo do tempo para três situações de diferente desempenho no controle desta variável.
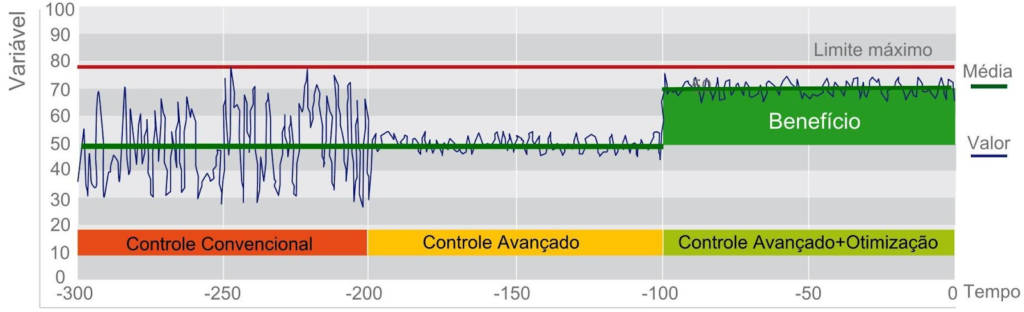
Figura 1 – Evolução de variável importante no tempo
O APC permite reduzir a variabilidade e o RTO deslocar o valor desejado desta variável para um valor melhor do ponto de vista econômico. De forma geral, podemos sempre relacionar este deslocamento com ganhos econômicos da planta como: Aumento na capacidade de produção; aumento no rendimento de produtos; redução de perdas; redução da sobre especificação; redução no consumo de energia; redução no consumo de produtos químicos; redução do custo operacional; melhor qualidade dos produtos; melhor qualidade dos efluentes líquidos e gasosos (podendo gerar crédito de carbono).
Quando falamos em um sistema de otimização devemos sempre considerar a abrangência da aplicação. As aplicações de RTO são normalmente associadas a grandes sistemas como uma planta de processo, o conjunto de várias plantas ou mesmo toda uma empresa.
Para possibilitar esta maior abrangência são usados modelos rigorosos do processo, normalmente não lineares, e métodos de otimização mais sofisticados. A otimização é calculada em regime estacionário, escolhendo-se um intervalo de tempo apropriado. Devem ser reconhecidas e evitadas situações de regime transiente. As variáveis importantes devem ter baixa variabilidade assegurada por um sistema de controle avançado (APC). As informações de processo devem ser confiáveis e consistentes com os balanços de massa e energia do sistema. Com estas características, um sistema de RTO deve incluir diversas funções como:
- Verificação do estado estacionário;
- Validação dos dados por meio de técnica de Reconciliação;
- Ajuste dos parâmetros do modelo;
- Cálculo da Otimização.
Para atender estes requisitos as aplicações de RTO exigem formação de equipes multidisciplinar, demandam investimentos e tempos de execução relativamente altos. Como consequência, verificamos que na prática somente algumas empresas de grande porte têm realizado projetos deste tipo.
A realidade observada no Brasil é que a maioria das indústrias pequenas e médias ainda não fez nem mesmo aplicações de APC, por razões já discutidas anteriormente pelo autor em [2] e [3]. Verificamos que os investimentos em controle têm pouca prioridade, abaixo dos dedicados a continuidade operacional, segurança e meio-ambiente. Acreditamos que o principal motivo para esta situação continua sendo o pouco conhecimento sobre o assunto por parte dos envolvidos. As técnicas de APC e RTO continuam vistas como um assunto complicado, somente discutido por especialistas, de investimento alto e benefício incerto.
Por outro lado, são comprovados e indiscutíveis os ganhos proporcionados por aplicações de otimização. Como resolver este impasse? Como uma empresa com menor capacidade de investimento e recursos poderia começar a lucrar com otimização em tempo real?
Nossa proposta é fazer a implementação de RTO por partes. Começar com projetos de menor abrangência que permitiriam o uso de técnicas mais simples adequadas para uma otimização localizada.
Existem atualmente tecnologias que oferecem RTO e APC de forma integrada. Temos observado o uso de Sistemas Especialista com lógica “Fuzzy” em projetos de RTO+APC particularmente no segmento de Cimento e Mineração.
De forma geral a tecnologia de RTO+APC mais usada em aplicações industriais é sem dúvida a do Controle Preditivo com Modelo (MPC – “Model Predictive Control”). O MPC oferece a possibilidade de otimização de forma simples, usando modelos de processo e métodos de otimização integrados ao controle. Esta integração usando o mesmo modelo dispensa a necessidade de identificação de estado estacionário e reconciliação de dados. Pode ser aplicado em casos de otimização localizada, nos quais o processo possa ser aproximado por um modelo mais simples.
Controle Preditivo com Otimização
A tecnologia de controle do tipo MPC existe desde o final dos anos 70, e é atualmente a mais utilizada em aplicações industriais (mais de 10.000 no mundo). Foi desenvolvida inicialmente somente para controle de processo, ou seja, para obter redução de variabilidade. Ao longo do tempo foi dotada de capacidade de otimização por meio de uma função econômica.
Controladores baseados na tecnologia MPC são geralmente implementados como uma camada de controle superior ao controle regulatório, como um controle em “cascata” fornecendo referência (“set-points”) para o nível inferior. São divididos em três módulos com funções distintas: Predição, Otimização e Controle.
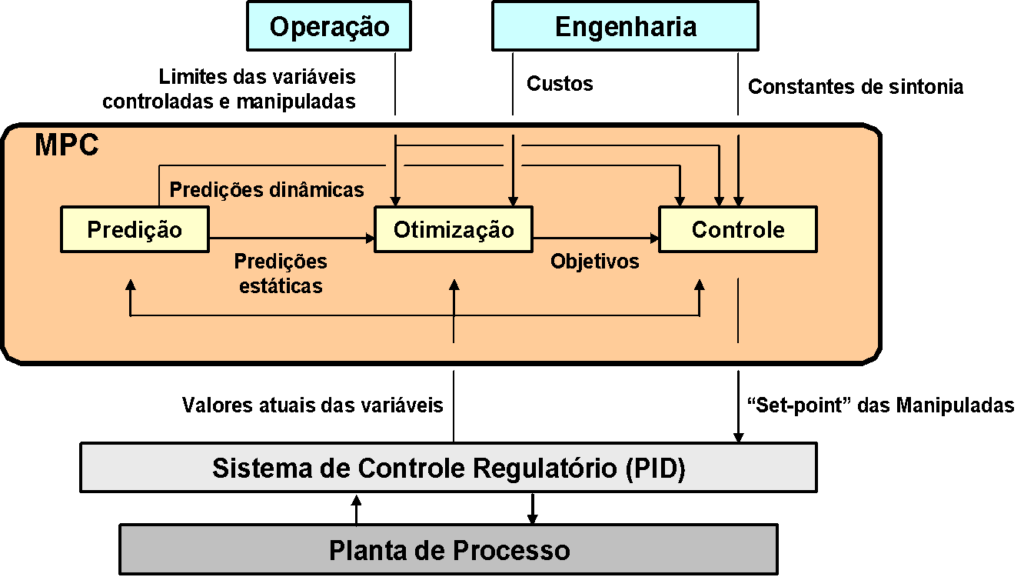
Figura 2 – Estrutura do Controle Preditivo com Otimização
O algoritmo MPC tem característica preditiva. Utiliza um modelo interno do processo para prever o comportamento das variáveis dependentes (controladas ou restrições) ao longo de um horizonte futuro de tempo, em função de variações nas variáveis manipuladas ou perturbações. Este modelo é obtido diretamente por variações na planta em um procedimento conhecido como identificação do processo.
O módulo de predição do MPC lê os valores atuais das variáveis e por meio do modelo interno do processo calcula as predições futuras das variáveis dependentes até a estabilização do processo (figura 3).
O MPC é dotado de capacidade de otimização local incluindo-se uma função de otimização. Esta função calcula um conjunto de objetivos que maximizem uma “função-objetivo” de lucros ou custos. A otimização é feita usando-se o mesmo modelo interno do processo e respeitando limites para todas as variáveis.
O módulo de otimização recebe as predições para as variáveis dependentes no estado estacionário, os limites permitidos para todas as variáveis e as informações econômicas. Baseado nestas calcula os valores desejados para as variáveis de forma a otimizar o processo dentro dos limites estabelecidos pela operação.
O módulo de controle recebe os valores desejados para o estado estacionário (objetivos) e calcula os movimentos de controle que deverão ser implementados nas manipuladas (“set-points” do controle regulatório) para que o processo alcance os objetivos de maneira estável e adequada (suavemente). Utilizando as predições futuras das variáveis dependentes, o algoritmo calcula os movimentos necessários nas variáveis manipuladas que minimizem a soma dos erros futuros. Estes erros são equivalentes às diferenças entre os valores previstos para estas variáveis e a trajetória desejada para elas (figura 3).
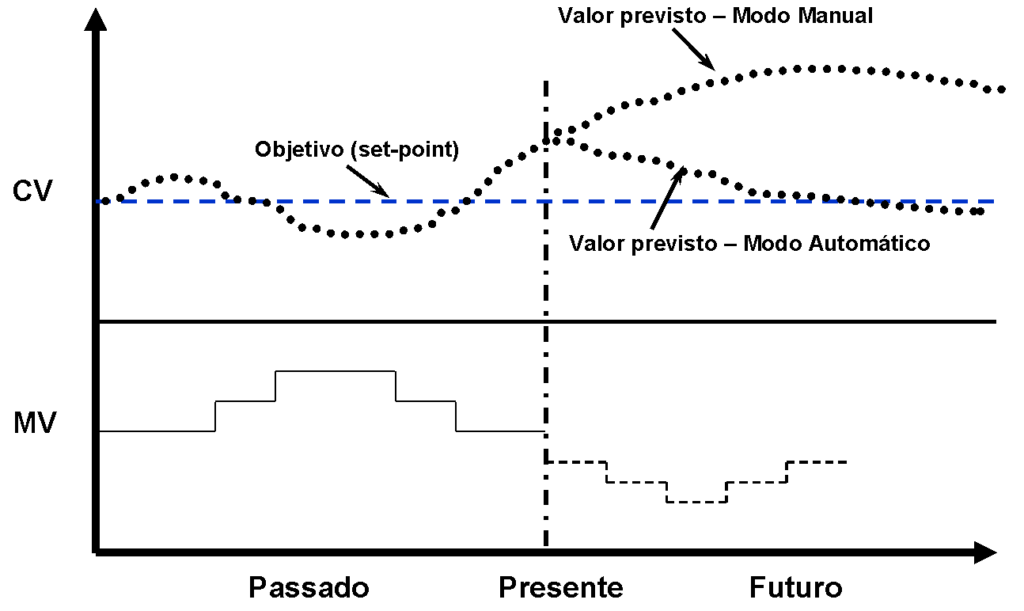
Figura 3 – Ações do Controle Preditivo
A tecnologia MPC é adequada para controle em casos de processos com características de dinâmica difíceis (tempo morto, interagentes, não linear), sistemas multi variável, compensação antecipatória de perturbações medidas (“feed-forward”), controle por restrição (“override”). Apresenta relativa capacidade de adaptação a variações do processo no tempo.
Com o uso desta tecnologia o operador da planta passa a estabelecer apenas os limites permitidos para as variáveis, podendo ainda ligar e desligar individualmente cada uma. O software de controle estabelece os objetivos ótimos economicamente, leva a planta suavemente para aquela situação e mantém com reduzida variabilidade.
O desenvolvimento de uma aplicação de controle MPC deve seguir algumas etapas como: análise do processo; definição da estrutura de controle; revisão do controle regulatório; testes e identificação do processo; geração, análise e validação dos modelos; projeto e geração do controlador; sintonia e testes em simulação; comissionamento e pré-operação; acompanhamento e manutenção.
Atualmente uso da tecnologia MPC está consagrado por inúmeras aplicações bem sucedidas em diversos segmentos industriais [3], [4], [5]. Como ilustração apresentamos resumos de algumas aplicações de MPC em otimização localizada bastante simples, das quais participamos no Brasil.