Como fazer uma boa aplicação Controle Avançado
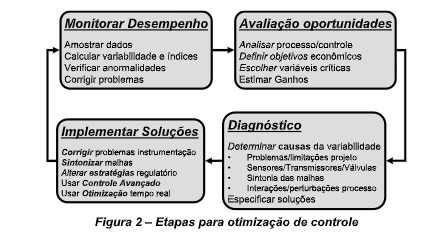
Nas plantas de processo os desempenhos individuais de cada malha de controle contribuem sequencialmente para gerar a variabilidade total. As variabilidades são propagadas ao longo dos equipamentos e malhas de controle sofrendo atenuações ou amplificações. Desta forma torna-se imprescindível considerar a planta como um todo em um projeto de CA. As estratégias de controle devem ser analisadas conforme sua importância para estabilizar o processo de forma global. É de fundamental importância o bom entendimento do processo em questão, seus objetivos, seus princípios, suas operações unitárias e suas características de operação. Podemos visualizar um bom procedimento para um projeto de otimização de controle como um ciclo fechado, composto das seguintes etapas (figura 2):
ANÁLISE DO PROCESSO, AVALIAÇÃO DE OPORTUNIDADES E BENEFÍCIOS: Conhecer o processo, operações unitárias, equipamentos, relações causa-efeito, interações, perturbações; verificação dos fluxogramas de processo e instrumentação (P&I), manuais e procedimentos de operação; definição dos objetivos econômicos da planta; escolher as variáveis críticas para o controle ligadas aos objetivos econômicos da planta; análise das estratégias de controle existentes; verificação da compatibilidade entre as estratégias e os objetivos de controle; estimativa dos benefícios possíveis. Um projeto de CA deverá ter objetivos econômicos claros, realistas e atingíveis. Os benefícios devem ser quantificados e verificados após sua implementação. A frustração por benefícios não alcançados pode inviabilizar futuros projetos. É importante conseguir o apoio e comprometimento de todos os envolvidos. Costumamos chamar esta etapa de “Avaliação de Oportunidades e Benefícios com Otimização do Controle”.
DIAGNÓSTICO DE VARIABILIDADE DO SISTEMA DE CONTROLE: Verificação do estado atual, problemas e limitações existentes em malhas de controle, controladores, elementos primários e elementos finais. Verificação de erros de projeto e operação fora das condições dos equipamentos. Coleta, tratamento de dados e cálculo estatístico das variabilidades. Determinação das causas da variabilidade. Atualmente os melhores sistemas digitais dispõem de ferramentas que facilitam enormemente estas tarefas. Após estas etapas dispomos de conhecimento suficiente para propor soluções que melhorem a variabilidade da planta de forma global, levando em consideração seus principais objetivos de controle. As soluções propostas devem seguir princípios que chamamos de “Inteligência Combinada”.
1. Procure por uma solução simples
Uma solução simples é quase sempre a melhor solução. Uma solução complexa pode conseguir um resultado um pouco melhor, mas o custo pode ser muito elevado.
2. Use toda a informação disponível
Ao resolver um problema, não desperdice informação disponível. Um tempo de atraso no processo pode facilmente ser visto na carta de tendência.
3. Não dependa da exatidão da informação
Toda a informação obtida pode não ser exata. Por esta razão, a solução tem que ser bastante ágil ou adaptável para conviver com a inexatidão e incertezas.
4. Aplique uma técnica que se ajuste ao problema
Uma vez que quase todos os métodos têm suas vantagens e desvantagens, por que discutir? Vamos usar a técnica que se ajusta à aplicação.
IMPLEMENTAÇÃO DAS SOLUÇÕES: Seguindo os princípios descritos acima, as soluções serão implementadas em ordem de complexidade crescente como, por exemplo, as descritas a seguir:
1. Corrigir os problemas existentes em válvulas, sensores e transmissores:
Sempre começaremos com uma etapa de correção dos problemas encontrados na instrumentação de campo. Para medidores e transmissores são válidas recomendações como: usar medidores de vazão “vortex”, magnético e “coriolis”; usar transmissores inteligentes para reduzir efeitos de temperatura e pressão; usar RTD e transmissores de temperatura com faixa estreita. Para a redução dos problemas de válvulas de controle como “stiction” e histerese, podemos usar posicionadores digitais inteligentes, válvulas com gaxetas e sedes de baixa fricção e haste de conexão direta; usar o tamanho e tipo de válvula adequada, adicionar caracterização de sinal para melhorar a sensitividade; usar variadores de velocidade quando possível.
2. Sintonizar corretamente as malhas de controle existentes:
A correta sintonia das malhas de controle exige conhecimento do objetivo de cada malha e sua interação com as outras. Algumas devem ter sintonia mais agressiva e outras mais relaxadas. Um bom exemplo é em geral a sintonia de nível que pode aproveitar a capacitância dos vasos para amortecer as
variações nos pontos a jusante da planta. Os melhores sistemas digitais oferecem ferramentas destinadas a simplificar e automatizar o trabalho de sintonia. Apesar destas ferramentas a experiência continua sendo fundamental para o processo de sintonia, pois ele não segue uma “receita” sempre igual
em todos os casos.
3. Modificar o projeto de forma a eliminar fontes de variabilidade quando possível:
Lembrando que é sempre melhor eliminar a variabilidade em sua origem que procurar atenuar usando a malha de controle, podemos adotar algumas medidas simples na fase de projeto da planta como: reduzir o tempo morto da válvula; reduzir o tempo de transporte no projeto de linhas e equipamentos; reduzir constante de tempo e tempo morto de medição; introduzir equipamentos que permitam a atenuação da variabilidade.
4. Alterar as estratégias de controle regulatório:
As estratégias de controle existentes devem ser revisadas quando estiverem erradas ou inadequadas aos objetivos de controle da planta. Verificamos frequentemente estratégias de controle equivocadas, resultado de erros de projeto ou simplesmente de cópias de erros em projetos semelhantes.
5. Utilizar tecnologias de Controle Avançado e Otimização:
O desempenho do controle oferecido pelo algoritmo PID muitas vezes não é suficiente para se obter a redução de variabilidade desejada. Este algoritmo tem sérias limitações para controlar processos com características difíceis como não-linearidade, interações com outros controladores, grande tempo-morto, dinâmicas e ganho variantes no tempo. Não tem características adaptativas e sua sintonia é sempre um problema. Nestes casos a solução é usar uma tecnologia de Controle Avançado. Estas tecnologias evoluíram nos últimos anos e tornaram-se opções viáveis para aplicações práticas. Ainda assim exigem alguns cuidados para sua correta utilização como:
- Devem ser projetadas de forma simples, suficientes para atingir o resultado desejado. Uma aplicação multivariável deve ter o menor tamanho possível para facilitar o entendimento de suas ações pelos Operadores;
- A tecnologia de CA deve ser conhecida e de resultados suficientemente comprovados em aplicações anteriores;
- Devem ter características como robustez, confiabilidade e disponibilidade. Sistemas sujeito à falhas e interrupções perdem a credibilidade dos Operadores que tendem a mantê-lo desligado. O sistema de controle deve facilitar o trabalho do Operador e jamais causar dificuldades adicionais;
- A ferramenta de CA usada deve ser integrada e padronizada. O uso do padrão OPC é recomendável. O tratamento das informações deve seguir o mesmo padrão do sistema digital. A interface gráfica de operação deve ser simples e manter as características da usada nos outros controladores. As mensagens geradas devem ser autoexplicativas e inteligentes;
- É fundamental a participação do Pessoal da planta no projeto. É indispensável a participação de Operadores. Com o sentimento de corresponsabilidade no projeto, eles serão os responsáveis por disseminar o conhecimento e zelar pelo bom desempenho do sistema;
- O treinamento deve proporcionar aos envolvidos com a operação da unidade um perfeito entendimento da tecnologia do controle. Deve ter aspectos teóricos com uso de simulação, e práticos do tipo “hands-on” assistido com supervisão;
- É de grande importância contar com a orientação de Consultores com experiência da implementação de projetos semelhantes. A experiência permite obter melhores resultados, facilita e reduz os prazos e custos na implementação.
MONITORAR O DESEMPENHO DO SISTEMA DE CONTROLE: Após sua implementação o sistema deve ser acompanhado de forma a manter sua boa operabilidade. Qualquer problema deve ser imediatamente corrigido. A estrutura e a sintonia das malhas devem ser mantidas atualizadas, de acordo com os
objetivos e alterações da planta. Os componentes das malhas devem ter sua manutenção preventiva e corretiva priorizada. Sistemas desatualizados e com baixa disponibilidade são frequentemente desligados e abandonados pelos operadores. Esta costuma ser a maior causa de não realização dos lucros esperados com a implementação de Controle Avançado.
Técnicas de Controle Avançado
Cada técnica de Controle Avançado tem suas características e limitações próprias. Existem inúmeros desenvolvimentos que não saíram dos trabalhos de pesquisa acadêmica dentro das Universidades. Apresentaremos neste artigo somente as técnicas de uso consagrado em plantas industriais, e que tivemos a oportunidade de usar em implementações práticas.
CONTROLE POR LÓGICA NEBULOSA (FUZZY LOGIC):
A lógica nebulosa procura representar variáveis numéricas por variáveis linguísticas relacionadas a conceitos peculiares à linguagem humana como quente, frio, muito longe, mais ou menos próximo, grande, médio, pequeno. Os conjuntos nebulosos admitem que uma variável pertença mais ou menos a
ele, ou seja, segundo um grau de pertinência parcial que pode variar entre zero e um. O uso da lógica nebulosa em conjunto com as técnicas de análise e inferências da inteligência artificial permitiu o desenvolvimento de Controladores Fuzzy. Os Controladores Fuzzy são adequados a resolver problemas
de não linearidades do processo. Em geral este tipo de controlador deve ser desenvolvido com regras e características internas específicas para cada sistema que se deseje controlar, de forma a obter o melhor desempenho. Como consequência sua implementação prática em plantas de processo é cara e demorada, uma vez que exige desenvolvimento único para cada aplicação. Estes controladores têm sido mais usados em sistemas onde aparecem embutidos, como em máquinas, equipamentos, eletrodomésticos e brinquedos. Nestes casos o desenvolvimento é único para muitas unidades vendidas justificando seu uso. Alguns fornecedores oferecem blocos de controle fuzzy genéricos e simplificados, integrados aos seus sistemas de controle, visando substituir o PID em casos de processos não lineares. Apresentam como vantagem a facilidade e baixo custo na implementação, porém pagam o preço de apresentar uma notável limitação em seu desempenho.
CONTROLE ADAPTATIVO AUTO-TUNING OU SELF-TUNING:
É destinada a controlar sistemas que variam suas características dinâmicas ao longo do tempo ou da faixa de operação. Como idéia geral o algoritmo de controle tem seus parâmetros de sintonia ajustados para obter desempenho ótimo de acordo com as características atuais do processo. O algoritmo de controle mais utilizado é o PID, sendo também conhecido como PID “Self-Tuning” ou “Auto-Tuning”. O ajuste dos parâmetros pode ser feito automaticamente (“on-line”) ou sob demanda (“off-line”). Em geral este ajuste é feito utilizando-se um modelo do processo, ou regras heurísticas. Esta técnica tem sérias limitações para sua boa implementação e utilização em casos práticos de plantas Industriais.
A maior parte dos problemas está ligada à dificuldade em obter um bom modelo ou regras heurísticas para o processo.
CONTROLE INFERENCIAL:
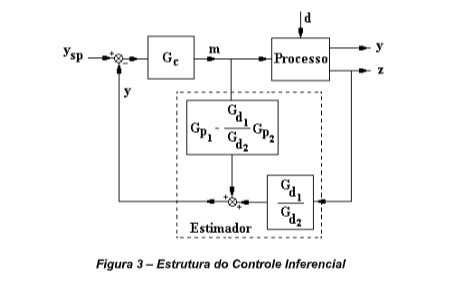
O Controle Inferencial consiste em controlar uma variável crítica (y) que não é medida diretamente por instrumentos ou analisadores de processo. Para controlar é necessário antes fazer uma estimativa ou inferência do valor desta variável a partir de outras medidas no processo que tenham com ela uma relação de causa-efeito. Estas variáveis são chamadas de auxiliares (z). O esquema de controle inferencial pode ser visto na figura 3.
O controle pode ser feito usando-se qualquer tecnologia adequada às características dinâmicas do sistema, inclusive o PID. Assim o problema aqui se resume a estimar o valor variável crítica a ser controlada. Este tipo de estimativa é também chamado de Inferência ou Analisador Virtual. A Inferência pode ser obtida de várias formas, usando-se modelos lineares ou não-lineares, estáticos ou dinâmicos. Pode usar métodos de ajuste baseados em propriedades físico-química, ou mesmo estatísticos a partir de informações de processo.
Nos casos em que não conhecemos bem o modelo do processo, o método de inferência mais usado atualmente é baseado na tecnologia de redes neurais. As redes neurais consistem em um método de solucionar problemas de inteligência artificial, construindo um sistema que tenha circuitos que simulem o cérebro humano. Uma rede é composta por várias unidades de processamento chamado de neurônios. Estas unidades geralmente são conectadas por canais de comunicação que estão associados a determinado peso. A maioria dos modelos de redes neurais possui alguma regra de treinamento, onde os pesos de suas conexões são ajustados de acordo com os padrões apresentados.
A implementação de um Analisador Virtual usando redes neurais deve seguir os seguintes passos: aquisição de dados; pré-processamento dos dados; seleção de variáveis e atrasos de tempo; treinamento da rede; verificação dos resultados da rede. A grande limitação deste tipo de tecnologia é a disponibilidade de informações de processo na qualidade e quantidade adequada. A qualidade dos dados determina a qualidade do modelo. Atualmente encontramos disponíveis no mercado ferramentas para desenvolver e implementar Analisadores Virtuais por redes neurais. Estas ferramentas são facilmente integradas aos sistemas digitais que facilita e agiliza o desenvolvimento da aplicação.
CONTROLE PREDITIVO COM OTIMIZAÇÃO (MPC)
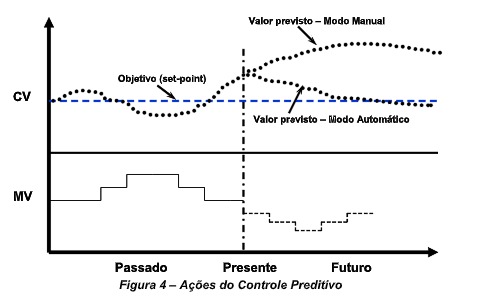
A tecnologia de controle do tipo MPC (“Model Predictive Control”) existe desde o final dos anos 70, e é atualmente a mais utilizada em aplicações industriais (mais de 10.000 no mundo). A tecnologia MPC é adequada para controle em casos de processos com características de dinâmica difíceis (tempo-morto, interagentes, não-linear), sistemas multivariável, compensação antecipatória de perturbações medidas (“feed-forward”), controle por restrição (“override”) ou para otimização econômica do processo. O algoritmo MPC tem característica preditiva, ou seja, utiliza um modelo interno do processo para prever o comportamento das variáveis dependentes (CV – controladas ou restrições) ao longo de um horizonte futuro de tempo, em função de variações nas variáveis manipuladas (MV) ou perturbações (DV). Este modelo é gerado por meio de testes de variação na própria unidade de processo. Utilizando as predições futuras das variáveis dependentes, o algoritmo calcula os movimentos necessários nas variáveis manipuladas que minimizem a soma dos erros futuros. Estes erros são equivalentes às diferenças entre os valores previstos para estas variáveis e a trajetória desejada para elas. Podemos visualizar graficamente este algoritmo na figura 4:
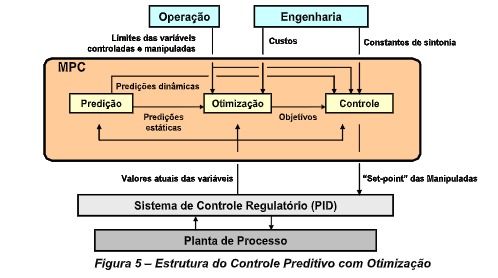
O MPC pode ser dotado de capacidade de otimização local incluindo-se uma função de otimização. Esta função calcula um conjunto de objetivos (“set-points”) que maximizem uma “função-objetivo” de lucros ou custos. Esta otimização é feita usando-se o mesmo modelo interno do processo e respeitando limites para todas as variáveis. Este algoritmo pode ser implementado em uma estrutura de controle em “cascata” fornecendo “set-points” para o nível de controle regulatório conforme pode ser visto na figura 5:
O desenvolvimento de uma aplicação de controle MPC deve seguir algumas etapas como: análise do Processo; definição da estrutura de controle; revisão do controle regulatório; testes e identificação do Processo; geração, análise e validação dos modelos; projeto e geração do controlador;
sintonia e testes em simulação; comissionamento e pré-operação; acompanhamento e manutenção. A etapa de Identificação do processo exige testes de campo para a geração dos modelos. Estes testes podem ser demorados e dependem da dinâmica do processo. A tecnologia MPC apresenta relativa capacidade de adaptação a variações do processo no tempo. As maiores desvantagens da tecnologia MPC são suas relativa complexidade, dificuldade de
implementação e manutenção, consequências da necessidade em obter os modelos do processo.
Alguns fornecedores oferecem versões integradas deste tipo de controlador em forma de blocos funcionais em seus sistemas digitais. Estas versões incluem ferramentas de engenharia destinadas a facilitar e reduzir o custo e o prazo das implementações.
CONTROLE ADAPTATIVO MFA (“MODEL FREE ADAPTIVE”):
A tecnologia MFA – “Model Free Adaptive” foi lançada no ISA Tech’97. A MFA tem recebido desde então, diversos prêmios por inovação tecnológica. Sua aplicação em inúmeros casos práticos de malhas de controle problemáticas tem comprovado a qualidade da tecnologia. Apesar de relativamente recente, já representa uma nova geração de tecnologias de Controle Avançado. A MFA é tipicamente uma tecnologia de controle adaptativo, pois mantém o desempenho do controle para mudanças das características do processo ao longo da faixa de controle e do tempo, comportamento típico dos sistemas não lineares e variantes no tempo. A maior diferença em relação aos controles adaptativos convencionais está em que a MFA não utiliza qualquer tipo de modelo ou identificação de processo. A base da tecnologia MFA é a utilização de modo simples e criativo de uma rede neural conforme mostrado na figura 6. Como qualquer controlador PI, a MFA utiliza o erro (diferença entre o valor de referência e variável controlada) como entrada de controle. Como podemos observar a saída de controle o(t) é o resultado da soma do erro e(t) e de uma variável(t), multiplicada por uma constante K c que seria o ganho do controlador. Ora esta equação o(t) = (e(t) + v(t)) Kc é semelhante à de um controlador com ação PI (Proporcional+Integral). A diferença em relação a um controlador PI reside na variável v(t). No PI esta seria a ação integral, responsável por eliminar desvios inerentes à ação somente
proporcional. Na tecnologia MFA, esta ação é resultado da saída de uma rede neural.
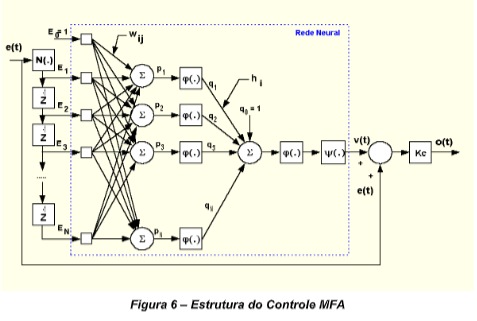
A rede neural utilizada é do tipo perceptron multicamada com funções de ativação φ(.) e filtros Ψ(.) não lineares. As entradas da rede (E 1 , E 2 , E 3 ,… E n ) são fornecidas por uma memória que acumula N valores passados do erro de processo e(t). A rede proporciona a ação integral somando os valores do
erro ao longo do tempo. A única diferença entre esta operação e a integração simples utilizada no termo integral do PID é que cada elemento da soma é ponderado individualmente e filtrado, e os pesos mudam ao longo do tempo. Os pesos ajustáveis w ij e h i conferem à rede a capacidade de aprender o comportamento dinâmico do processo contido na série de medições de entradas e saídas ao longo do tempo. O algoritmo de aprendizado ajusta continuamente o valor dos pesos wij e hi procurando minimizar o erro e(t). Desta forma a rede passa a ter o comportamento adaptativo e dinâmico necessário para correta representação do sistema, mesmo que este mude suas características como acontece com sistemas não lineares ou variantes com o tempo. Pode-se verificar a capacidade adaptativa de “aprender” em tempo de execução do MFA, observando a figura 7:
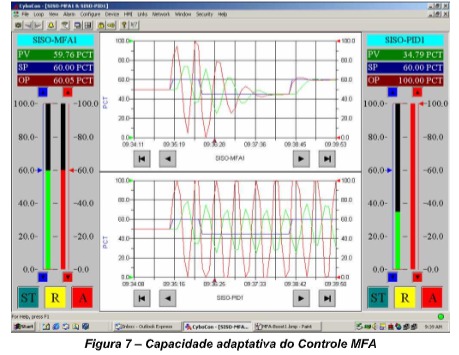
No gráfico superior observa-se que após um período oscilando a malha de controle MFA estabiliza sua ação mesmo para uma alteração se “set-point”. Para o mesmo processo a ação do controle PID do gráfico inferior continua oscilatória. Isto demonstra claramente a capacidade adaptativa
do controle MFA fornecida pela rede neural.
Pode-se provar teoricamente que a tecnologia MFA garante a estabilidade em malha fechada mesmo para processos com tempo morto, não lineares ou variantes no tempo, desde que o sistema a ser controlado seja passivo, controlável e não mude o sinal de ganho. Um sistema passivo é aquele que pode acumular, mas não gerar energia, como a grande maioria dos processos industriais. Ser controlável e não inverter o sinal do ganho é exigência para estabilidade de absolutamente todas as técnicas de controle.
Seguindo os preceitos da “Inteligência Combinada” foram desenvolvidas diversas variações da tecnologia MFA para melhorar o desempenho do controle em problemas específicos tais como: sistemas com grande “tempo morto”; sistemas de pH; compensação antecipatória para perturbações medidas; controle em cascata; controle multivariável; controle não linear; e controle robusto para processos com grandes perturbações não medidas; controle de reatores exotérmicos e controle com otimização. O MFA apresenta algumas vantagens em relação aos algoritmos tradicionais de controle adaptativos ou baseados em modelo de processo. Não exige grande conhecimento nem identificação do modelo do processo. Sua implementação é simples e rápida evitando projetos complicados e demorados. A sintonia inicial é bastante fácil e não exige ajustes posteriores dos parâmetros do controlador. O MFA é um algoritmo rápido, o que permite sua utilização para sistemas de alta frequência. Tivemos a oportunidade de fazer algumas aplicações no Brasil que comprovaram na prática a qualidade
da tecnologia MFA [6].
Conclusões
Atualmente as aplicações de Controle Avançado são simples de realizar e oferecem grandes benefícios para as plantas de processo. Os modernos sistemas digitais oferecem ferramentas que facilitam e reduzem os custos de implementação do Controle Avançado. Não faz sentido modernizar os sistemas de controle sem obter os benefícios relativos à redução na variabilidade da planta.
Considerar a planta de uma forma global, fazer uma análise do processo e das estratégias de controle, determinar seus objetivos de controle e as variáveis críticas é um passo preliminar de fundamental importância para o sucesso de um projeto. Fazer um diagnóstico de variabilidade determinando suas causas e quantificando o potencial de ganhos com sua redução permite a correta priorização dos projetos. A utilização das soluções simples, com a tecnologia adequada ao desempenho desejado para o processo é a melhor forma de desenvolver um projeto de controle. O uso de tecnologias conhecidas e a experiência prévia em sua aplicação reduzem o risco de uma implementação mal sucedida.