
1. INTRODUÇÃO
A Unidade Mineração Serra Grande (MSG) da Anglogold Ashanti, localizada no município de Crixás – GO, é a principal produtora e exportadora de ouro no estado. A produção de ouro na unidade teve início no ano de 1989. Desde então, já foram mais de 4,4 milhões de onças de ouro produzidas, tendo como fonte extrativa três minas subterrâneas e duas minas a céu aberto. O processo de beneficiamento na planta trata o minério proveniente de todas as minas, a rota de processo existente contempla uma etapa denominada tratamento mecânico, que consiste nas etapas de britagem, moagem, gravimetria e espessamento; e uma etapa denominada tratamento químico, que contempla os estágios de CIL (carbon in leach – lixiviação e adsorção), eluição e eletrólise.
A área da moagem da planta é composta por duas linhas independentes utilizando moinhos de bolas em circuito fechado com classificação granulométrica por hidrociclones. O material moído do moinho é vazado em uma caixa de descarga, onde insere água a polpa para o bombeamento para os hidrociclones. O material com granulometria 80% passante (P80) menor que 150 mesh é classificado e segue para o processo de lixiviação. O underflow dos hidrociclones passa por uma peneira que classifica para concentração por gravimetria. O material rejeitado por esta peneira é enviado para a entrada do moinho fechando o circuito de moagem.
Chaves (2006) destaca que o controle automático de moinho de bolas é uma característica cada vez mais presente nos processos de mineração, uma vez que o efeito de uma moagem eficiente é refletido nos processos subsequentes dos circuitos. Ainda de acordo com o autor, dentre as variáveis do processo de moagem que podem ser controladas estão a porcentagem de sólidos dentro do moinho, a distribuição granulométrica do produto da moagem e a carga circulante. Em determinados casos, a estratégia de controle varia a adição de água na alimentação do hidrociclone, consequentemente variando o diâmetro do seu corte.
Finkie (2003) apurou a influência da densidade da polpa no desempenho de hidrociclones. As conclusões obtidas indicam que a densidade tem grande relevância no processo de classificação ao utilizar-se hidrociclones. Constatou-se que tanto o d50, isto é, o diâmetro de partículas com 50% de probabilidade de ir para overflow, quanto a inclinação da curva de partição aumentam ao passo que a densidade das partículas diminui. Segundo Chaves (2012), partículas com maior densidade sofrem separação em menor diâmetro quando comparadas a partículas com menor densidade. Isso deve-se a força centrífuga que é maior em partículas mais densas.
De acordo com Luz et al (2010), a pressão de operação de um sistema de hidrociclones está diretamente relacionada com o campo centrífugo do equipamento. Devido a isso, uma maior pressão no sistema irá ocasionar um campo centrífugo de maior intensidade, aumentando a probabilidade de decantação das partículas com menores diâmetros e reduzindo o corte do hidrociclone. Sendo assim, a velocidade de rotação da bomba da caixa de descarga tem uma relação direta com o corte dos hidrociclones, já que ao manipular-se a rotação da bomba a pressão do sistema também é alterada.
2. MATERIAL E MÉTODOS
Os sistemas de controle para a área da moagem foram projetados visando atender as particularidades de cada um dos moinhos. O Moinho 1 tem um medidor de granulometria on-line (PSA) fornecendo medidas do passante em 150 mesh instantâneos, permitindo ao sistema de controle realizar o ajuste desta variável de forma contínua. Já o Moinho 2, os valores de granulometria são obtidos através de análise laboratorial a cada duas horas. Devido a isso, o controle deste moinho é realizado por inferência, através de um modelo matemático do sistema e seus parâmetros são ajustados a cada atualização da granulometria.
Em ambas as linhas de moagem ocorre a adição controlada de água, tanto na entrada do moinho quanto em sua descarga. Os valores definidos para a vazão de água na entrada do moinho foram obtidos a partir de um estudo por simulação desse processo de moagem, realizado pela Optimus Engenharia. Foram simulados diversos cenários, obtendo-se assim o valor de vazão que oferta o maior ganho para a produção. Já a manipulação da vazão de água na descarga é realizada tanto para facilitar o bombeamento da polpa após a sua passagem pelo moinho, quanto para controlar sua densidade.

2.1 Maestro, sistema de controle avançado de processos
A solução utilizada neste trabalho para implementação de um sistema de controle é composta pelo software Maestro em conjunto com o sistema de automação da planta. O Maestro é um sistema robusto e leve concebido para aplicações de controle avançado de processos. Desenvolvido pela Optimus Engenharia para atender as demandas das indústrias, oferecendo melhorias e desempenho para o controle de seus processos. O Maestro utiliza o conceito de diagramas de blocos e estrutura modular para a configuração das estratégias de controle, o que permite flexibilidade e escalabilidade para suas aplicações.
A integração do Maestro com o sistema de automação da planta é feita através de comunicação pelo protocolo OPC (Ole Process Control) e a sua parametrização é realizada pelo próprio operador na tela de operação, onde todos os limites (máximos e mínimos) e demandas do controle (set points) são inseridos.
2.2 Estratégias de controle projetadas
O sistema de controle do processo de moagem da planta, alvo deste trabalho, foi projetado para atender as demandas operacionais advindas das necessidades mencionadas anteriormente. Limitadores do processo tais como valores de taxas e aberturas máximas e mínimas de válvulas são configurados pelo operador de modo que a integridade física de todo o sistema seja preservada.
A Figura 1 ilustra a estratégia de controle projetada para as duas linhas de moagem.
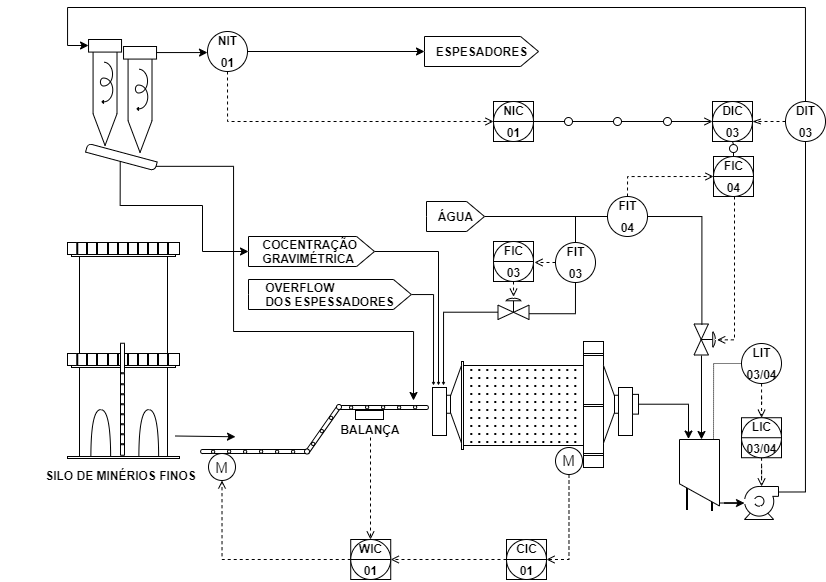
Figura 1 – Estratégia de controle projetada para os sistemas de moagem.
A principal estratégia do controle de granulometria é composta por uma cascata com três controladores, sendo o mestre o NIC01. A partir da leitura do valor de granulometria da polpa, este controlador calcula um pedido de densidade para o DIC03 que solicita uma vazão da água para o FIC04, responsável por controlar a vazão de água na caixa de descarga manipulando uma válvula.
Visando maior estabilidade na pressão do sistema projetou-se o FIC03, sendo este responsável por controlar a vazão de água na entrada do moinho. Este controlador foi configurado com uma estratégia antecipatória para compensar a vazão de material proveniente da concentração gravimétrica. No momento em que se inicia a lavagem dos concentradores o FIC03 realiza a compensação do envio de material que é cessado da concentração gravimétrica aumentando a vazão de água na entrada do moinho, garantindo-se assim um nível mais estável na caixa de descarga, sem grandes flutuações devido a mudança repentina da quantidade de material no sistema.
Objetivando uma pressão estável no sistema de hidrociclones para obter um diâmetro de corte constante, o controlador FIC03/04 foram ajustados para operar a bomba de sucção da caixa de descarga suavemente, permitindo variações no nível e consequentemente reduzindo a ação da bomba no sistema, garantindo uma pressão estável nos hidrociclones e mantendo o nível da caixa de descarga dentro de seus limites.
A potência elétrica consumida pelo moinho é controlada pelo CIC01 através da manipulação da taxa de alimentação do equipamento. Este tem como objetivo a máxima taxa de alimentação do sistema mantendo a potência dentro dos limites operacionais, garantindo assim uma maximização da produção ao mesmo passo em que conserva a qualidade do processo de moagem.




